T11 T12 T22 T91 T92 Bezešvá trubka z legované oceli



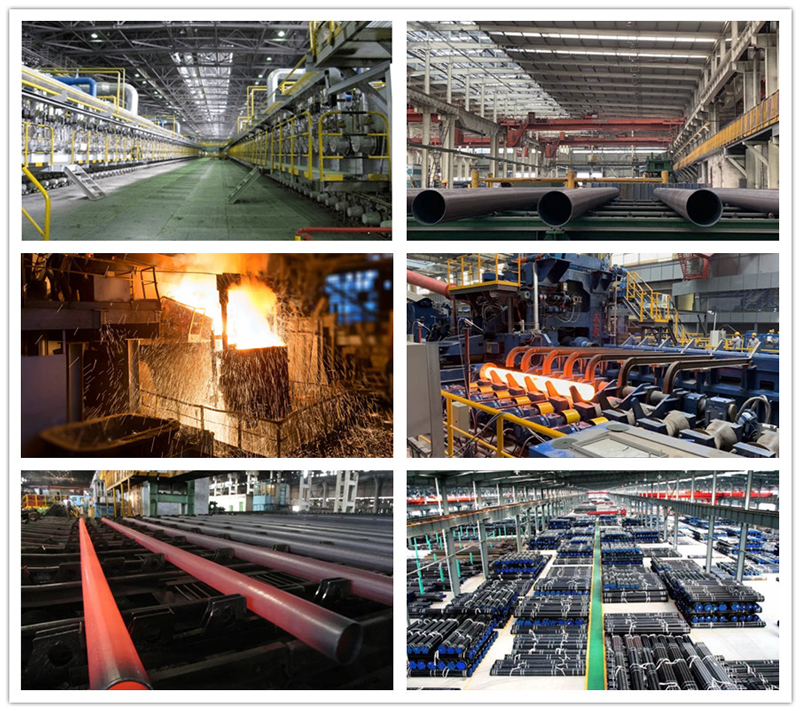
výrobní proces
Válcování za tepla (extrudovaná bezešvá ocelová trubka): kulatá trubka ohřívací perforace sochoru tříválcové šikmé válcování, nepřetržité válcování nebo extrudovaný průměr pásu (nebo zmenšený průměr) chlazení rovnání ingotu hydraulická zkouška (nebo kaz) značka pro skladování.
Trubka tažená za studena (válcovaná) bezešvá ocelová trubka: předvalek kulaté trubky vyhřívaný, děrovaná hlava, žíhání, moření a olejová vrstva (poměďování) vícekanálová trubka tažená za studena (válcovaná za studena) trubka sochoru tepelné zpracování rovnání hydraulický test (detekce vad) značka do úložiště.
Ve výrobním procesu bezešvé ocelové trubky pro kotle je klíčovým procesem tepelné zpracování.Tepelné zpracování má důležitý dopad na vnitřní kvalitu a kvalitu povrchu bezešvé ocelové trubky, což je zvláště důležité pro výrobu legované bezešvé ocelové trubky.
Naše společnost využívá neoxidační tepelné zpracování, výrobu ocelových trubek se stabilní metalografickou organizací a dobrou kvalitou vnitřního a vnějšího povrchu pomocí vířivých proudů a ultrazvukové automatické detekce vad, ocelové trubky jednu po druhé pro detekci vad vířivými proudy a ultrazvukovou detekci vad.Pomocí ultrazvukového měření tloušťky a funkcí šikmé detekce vad může účinně detekovat vrstvené vady v ocelové trubce.
Metoda kontroly kvality bezešvých ocelových trubek
1. Analýza chemického složení: metoda chemické analýzy, přístrojová analýza (infračervený CS přístroj, spektrometr s přímým čtením, zcP atd.).
2. Kontrola kvality povrchu ocelové trubky: 100%
A. Ultrazvuková detekce UT:
B. ET: (elektromagnetická indukce)
C. MT a detekce úniku:
Magnetická detekce defektů, vhodná pro detekci povrchových a připovrchových defektů feromagnetických materiálů.
D. Elektromagnetická ultrazvuková detekce defektů:
Není potřeba žádné spojovací médium, které lze aplikovat na vysokoteplotní a vysokorychlostní, drsné a suché povrchové vady ocelových trubek.
E. Zkouška průniku kapaliny:
Fluorescence, barvení a detekce povrchových vad ocelových trubek.
3. Kontrola fyzikálních a chemických vlastností ocelových trubek:
4. Kontrola výkonnosti procesu ocelové trubky:
Detail produktu
| Třída oceli: | 106B,210A1,210C,P9,P11,T1,T11,T2,T5,T12,T22,T23,T91,T92,P235GH,13CrMo4-5,15Mo3,10CrMo9-10, ST35.8,ST45.8,STB340,STBA 12-2,API5L,5CT,ND-ocelová trubka |
| Standard: | ASME/ASTM SA/A53/513/106/209/210/213/335/178/179/519 ASME/ASTM SA/A213,A312,A269,A778,A789, DIN 17456, DIN17457,DIN19151 ,BS3605,BS3059 |
| Specifikace: | Vnější průměr 10~508mm |
| Hmot.: | 1,0-30 mm, nebo podle speciálního požadavku zákazníka |
| Délka: | 2-20 metrů, nebo podle speciálního požadavku zákazníka |
| Balík: | Export standardního balíčku |
| Typy trubek: | Trubka kotle, přesná trubka, mechanické potrubí, trubka válce, potrubí atd |
| Mill MTC: | Dodáno před odesláním |
| Inspekce: | Může být přijata kontrola třetí strany, SGS, BV, TUV |
| Montážní port: | Jakýkoli přístav v Číně |
| Obchodní termín: | FOB, CIF, CFR, EXW atd. |
| Cenový termín: | TT nebo LC na dohled |
| Naše služby: | Můžeme přizpůsobit podle požadavku zákazníka nebo výkresu, balení podle požadavku zákazníka |
Tovární show